Lesen Sie das Whitepaper
Lesezeit: 3 Minuten
Wie passt der Druck in die Kreislaufwirtschaft?
Von Büchern, Zeitungen, Zeitschriften und Broschüren bis hin zu Prospekten, Jahresberichten und Verpackungen - Druckerzeugnisse sind nach wie vor ein wichtiges und äußerst wirksames Instrument für Markenbildung, Marketing und Kommunikation. Aber wie kann man in einer Zeit, in der die Umwelt immer wichtiger wird und die Ziele zur Reduzierung des Kohlenstoffausstoßes auf Null reduziert werden müssen, Druckerzeugnisse möglichst effizient und verantwortungsvoll einsetzen? In diesem Whitepaper werfen wir einen Blick darauf, wie die neueste Digitaldrucktechnologie die Abfallmenge drastisch reduziert und das Recycling erheblich erleichtert.
Whitepaper herunterladen
Füllen Sie das Formular aus, um das vollständige 12-seitige White Paper herunterzuladen
Wir müssen mehr tun
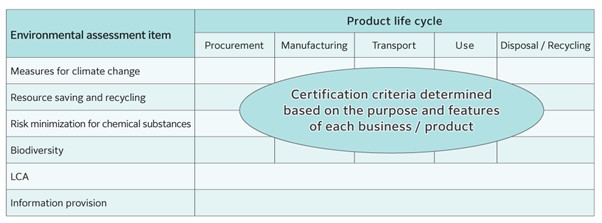
Als Teil der “Projekt ”Europäischer Green Deal, Ein Aktionsplan für die EU sieht vor, die effiziente Ressourcennutzung durch den Übergang zu einer sauberen Kreislaufwirtschaft zu fördern, die biologische Vielfalt wiederherzustellen, die Umweltverschmutzung zu verringern und bis 2050 klimaneutral zu sein. Um dieses Ziel zu erreichen, müssen Maßnahmen auf allen Ebenen ergriffen werden. Die Umstellung auf erneuerbare Energien allein wird die globalen Treibhausgasemissionen nur um 55% reduzieren. Die verbleibenden 45% der Emissionen stammen aus der Art und Weise, wie wir Produkte herstellen und verwenden, was bedeutet, dass wir intelligenter arbeiten und weniger verschwenden müssen.

Fujifilm setzt sich dafür ein, den Druck vollständig in die Kreislaufwirtschaft zu integrieren. Netto-Null muss nicht bedeuten, dass wir nur noch online arbeiten. Der Druck wird immer eine wichtige Rolle spielen, und wir setzen uns dafür ein, dass er diese Rolle immer effizient, effektiv und nachhaltig spielen kann.
Die Art und Weise, wie wir drucken, ändert sich
In der grafischen Industrie gibt es viele analoge Techniken, die, insbesondere wenn sie für Sonderanfertigungen oder kleine Auflagen verwendet werden, enorme Auswirkungen auf die Umwelt haben.
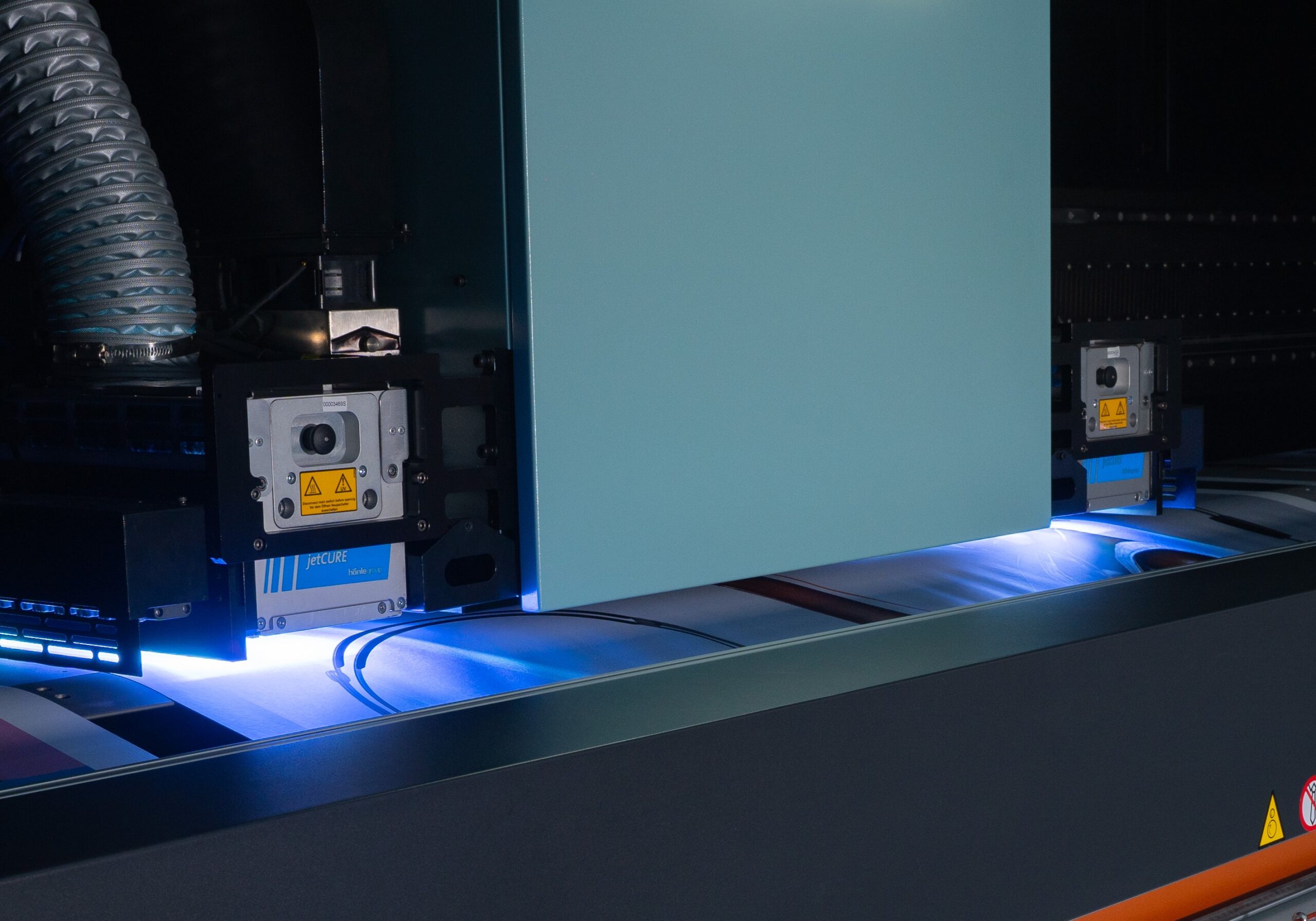
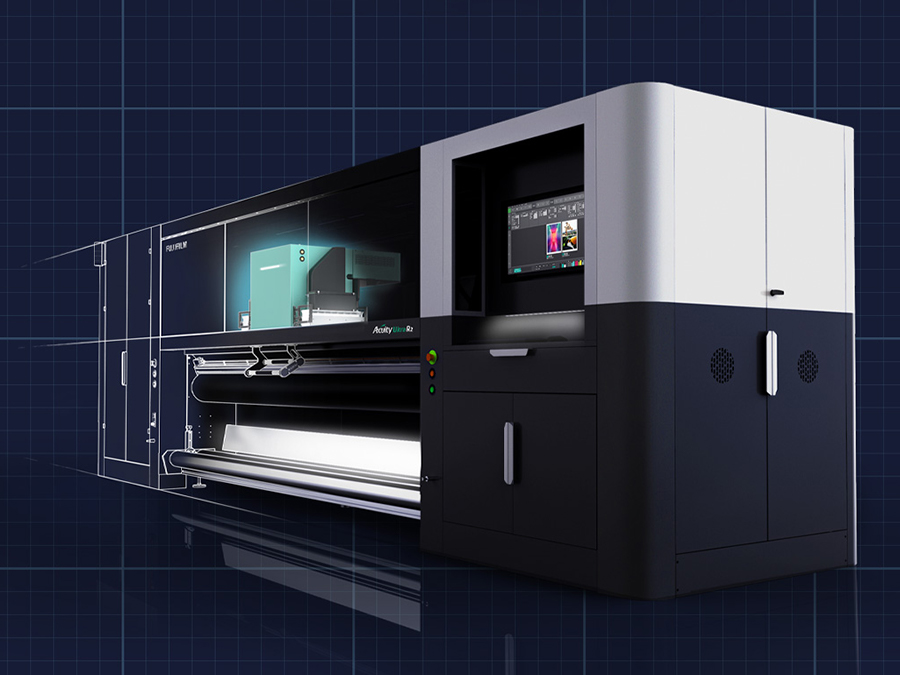
Dank der neuesten Entwicklungen in der Digitaldrucktechnik gibt es jetzt Maschinen, die auch gleichzeitig drucken können:
- Massive Reduzierung des Rohstoffeinsatzes
- Verwendung von weniger und nachhaltigeren Verbrauchsmaterialien
- Weit weniger Teile müssen ausgetauscht werden
- Weniger Abfall produzieren
- Weniger Wasser verbrauchen
- Herstellung von 100% recycelbaren Druckerzeugnissen
Diese Technologie führt den Druck von der linearen zur Kreislaufwirtschaft, in der jeder eine Rolle dabei spielt, unseren Planeten bewohnbar und unseren Wohlstand intakt zu halten.