Read the white paper
Reading time: 3 minutes
Where does print fit in the circular economy?
From books, newspapers, magazines and brochures to folders, annual reports and packaging, print remains a vital and highly effective branding, marketing and communications tool. But in an age of heightened environmental concern and ‘net zero’ carbon reduction targets, how can print be used in the most efficient and responsible way? In this white paper, we take a look at how the latest digital printing technology is dramatically cutting waste and making recycling much easier.
Download white paper
Fill out the form to download the full 12 page White Paper
We must do more
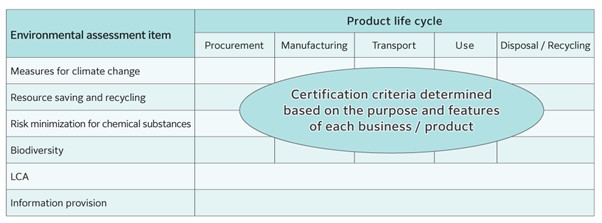
As part of the “European Green Deal” project, there is an action plan for the EU to boost the efficient use of resources by moving to a clean, circular economy, restore biodiversity and cut pollution, and be climate neutral by 2050. To achieve this goal, action must be taken at all levels. Switching to renewable energy will, on its own, reduce global greenhouse gas emissions by only 55%. The remaining 45% of emissions come from the way we make and use products, which means working smarter and wasting less.

Fujifilm is committed to fully integrating print into the circular economy. Net zero doesn’t have to mean online only – print will always have a vital role to play, and we’re committed to making sure it can always play that role efficiently, effectively and sustainably.
The way we print is changing
The graphics industry has many analogue techniques which, especially when used for bespoke or short run work, have an enormous impact on the environment.
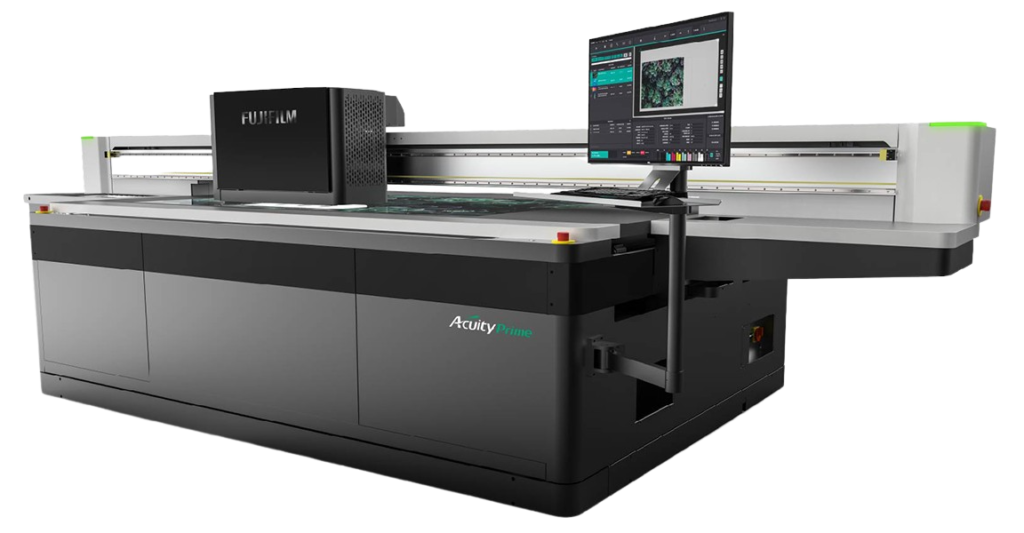
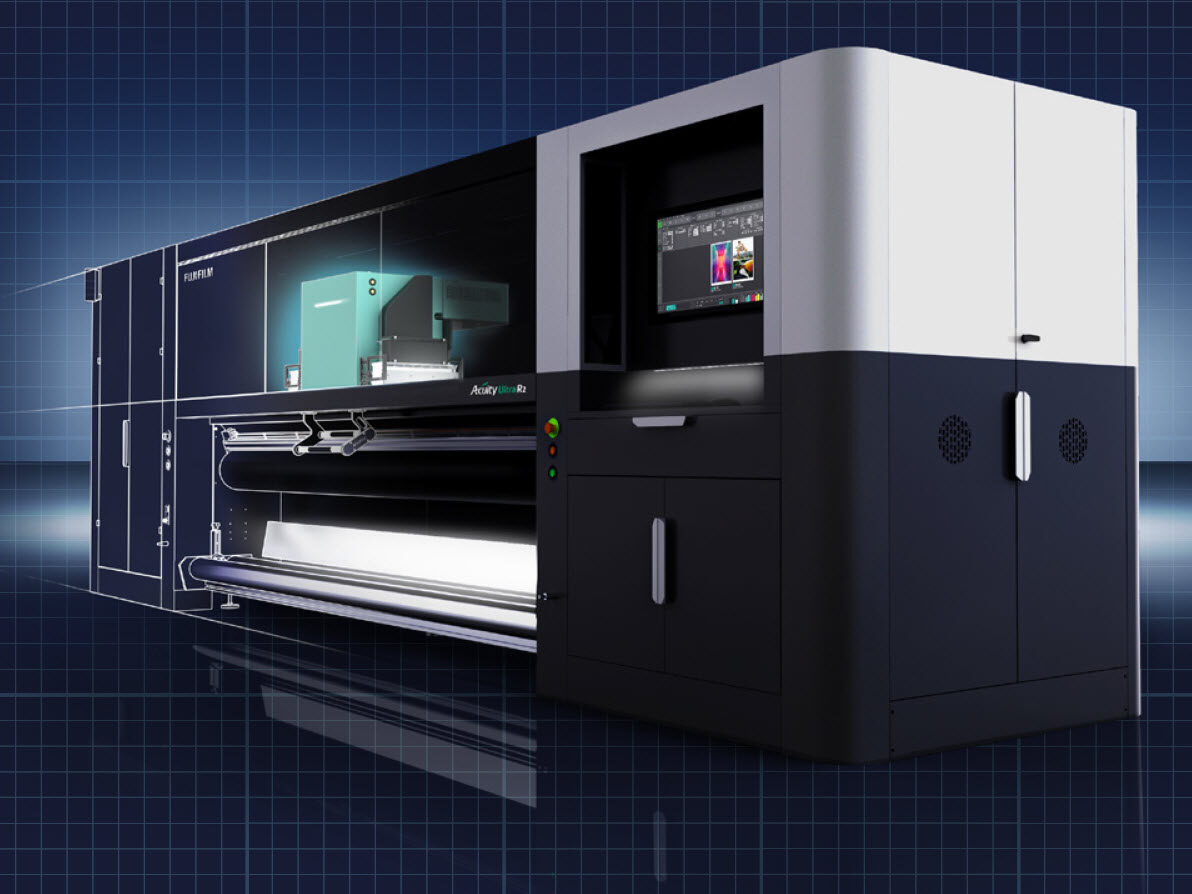
Now, thanks to the latest developments in digital print technology, there are machines which can print while also:
• Massively reducing raw material use
• Using fewer and more sustainable consumables
• Needing far fewer parts replacing
• Producing less waste
• Consuming less water
• Producing 100% recyclable printed products
This technology is moving print from the linear to the circular economy in which everyone has a role to play in keeping our planet liveable and our prosperity intact.